

BorgWarner在波兰南部Rzeszow地区的Podkarpacki科技园区的三个生产厂(包括一个2009年建造的生产设施),每年生产超过100万个涡轮增压机。它们被用于在西欧和东欧建造的汽油和柴油发动机汽车。一个新的技术中心最近在同一所学校开设,通过提供应用工程和设计、模拟、测试和验证以及材料分析,为BWTS涡轮增压器的生产提供服务。这一发展大大拓宽了我们在欧洲拥有的博格华纳的工程、研究和开发能力。
NDT缺陷分析和尺寸检验
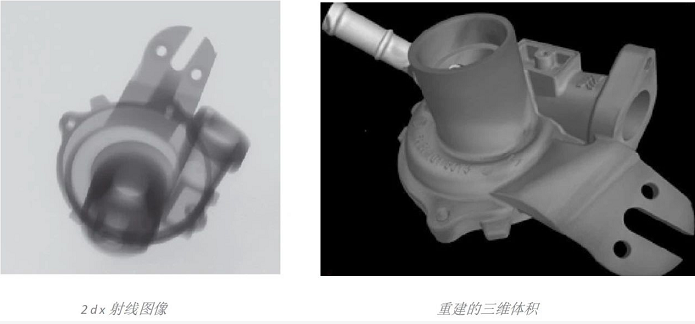
在波兰的技术中心,尼康公司在2014年2月安装了xth450 CT系统。领队杰哈卡胡奇材料实验室经理,说:“我们买来检测涡轮增压器部件,尺寸从压缩机盘不锈钢到铝铸铁外壳。
“在我们将组装的涡轮增压器安装到发动机模拟器上以进行耐久 和热机械测试之前,我们需要检查各个部件和子组件的质量。”
以前,我们是通过切割样品铸件并在CMM上检查它们。
但这意味着我们正在浪费宝贵的原型。此外,我们测试的部分是来自同一批次的具有代表性的工件,而不是我们实际在用的。
现在我们知道,测试中的部件只是我们在尺寸上检查过的部件,在铸件的情况下,是由于孔隙率或夹杂物的存在。
总的来说,尼康工业CT比以前提供了更多的信息,可以进行更严格的分析, 并且可以将数据作为部件保存,以便进行进一步的测试。软件可以通过直接比较或通过GD&T(几何尺寸和公差)测量,使任何被检查的体积与CAD模型或主样本之间的相关性。
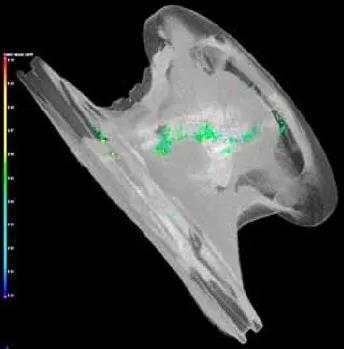
例如,在铸件中,可以确定真空或裂纹的位置和大小,并确定故障的可能原因,以及它是由于材料的类型还是质量,还是部件设计。
还可以用x射线检查轴承组件,检查所有部件是否存在缺陷,避免拆卸成本。连接叶轮与轴的电子束焊接可以被检查以检查孔隙度和机械完整性,这是传统测量无法完成的工作。
Krawczyk先生说,CT作为一种检查技术已经被广泛接受,并且 是如此的灵活,以至于他们可以在任何可能的地方使用它,而不是只能使用CMM和其他计量设备。
CT系统的选择
Krawczyk先生和他的团队对5个拥有高功率CT系统的供应商进行了筛选。最终尼康计量450 kV微焦点系统被选中,因为它能够提供给BorgWarner一个理想的规范应用,并且提供更全面的分析和测量并最终得到更高层次的图像细节。
同时它也是性价比最高的,考虑到一个平板探测器(FP)和一个弯曲的线性二极管阵列(CLDA)都被包含在一个系统中,而其他的供应商无法同时提供。而且尼康的工业CT很容易在两个系统之间进行交换,以适应所需的分辨率和被检查的材料。
平面面板(FP)最适合于获得完整组件的图像,并且是快速扫描以检测缺陷的首选模式。另一方面,CLDA则采用一维的切片图像来构建一个更详细的部分图片。这一技术能有效防止x射线 束散射在处理密集的材料,比如涡轮壳。后一种模式也被用于计量,因为其产生了高水平的细节图像。
使用XTH450还有一个节省成本的方面。灯丝的价格是低廉的, 他们可以在不需要服务人员的情况下,降低维修费用。Krawczyk先生还指出了尼康公司的优质服务,对技术问题的快速反应和对建议的要求。
上一篇::叶轮检测面临怎样的挑战?

